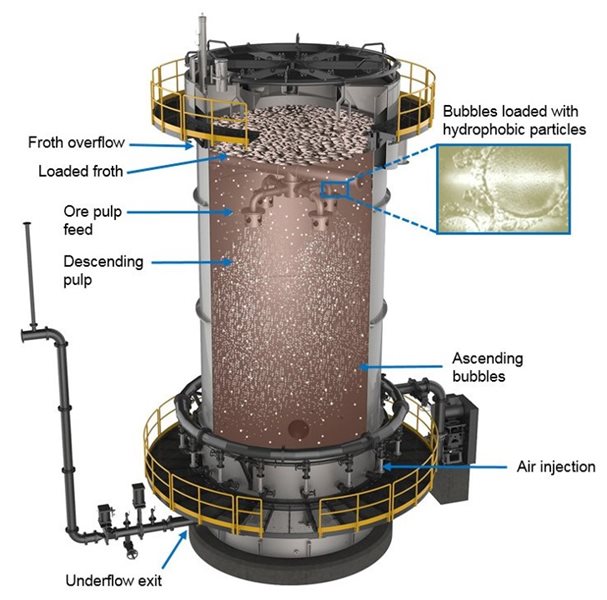
Flotation columns comprise a tall tank, in which the separation between froth and pulp occurs, an aeration system, a pulp level control system, a wash water system, a discharge barometric leg and a set of control instruments, besides pipe connections for feed, concentrate and tailings. Figure 1 illustrates a typical column.
Process description and technological phenomena of a column
The column is fed with ore pulp in its upper third portion and, at the lower section, air is injected at high velocities. This causes the pulp to flow down against a swarm of rising air bubbles. This counter-current flow promotes the suspension of particles in the pulp. In addition, the energetic injection of air provides for the generation of small bubbles and promotes the contact of these bubbles with the ore, leading to the collection of hydrophobic particles.
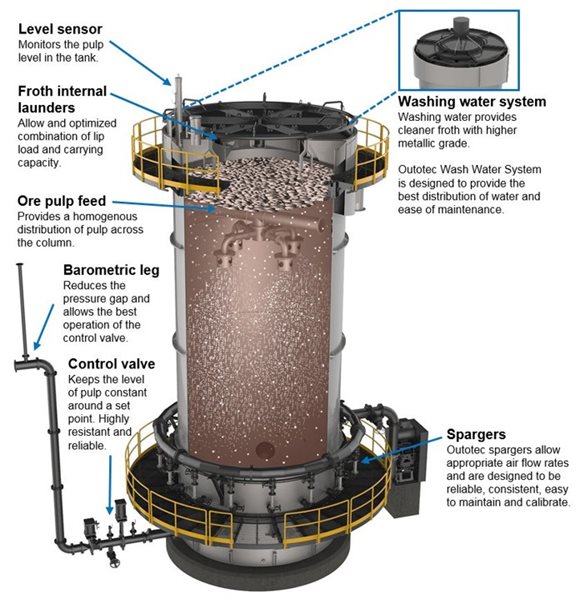
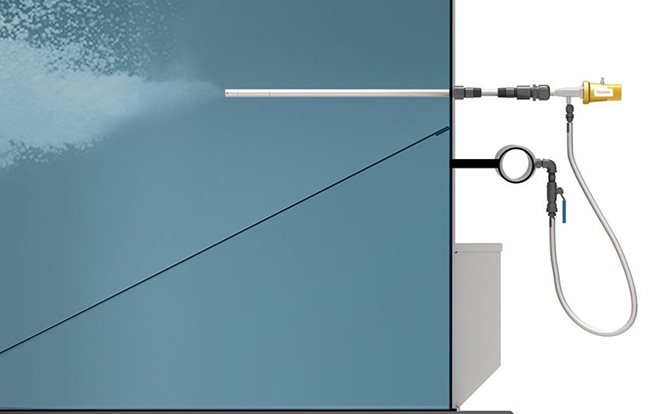
The loaded bubbles ascend and form a thick froth layer at the column top, which is favored by the shape of the device, which has a smaller diameter than its height. Just over the column top, a system gently distributes water over the froth, which washes most of the entrained hydrophilic material back to the pulp. The froth thickness and this washing process enable a higher enrichment of ore in the froth, improving the quality of concentration and the recovery. The froth that is rich in hydrophobic material is discharged in the launders. In direct flotation, this froth corresponds to the concentrate. Hydrophilic particles flow down and leave the column through a barometric leg, which includes a level control system. This corresponds to the underflow and, in the case of direct flotation, to the tailings. Figure 2 illustrates the flotation process within a column.